
Как да избегнете изтичането на торбичката за филтър за колекционер на прах и да запазите ниската емисия?
2024-09-27
Производството наФилтрирани торбичкитрябва да бъде устойчив на изтичане, тъй като те създават пиньори в шевовете и следователно рискуват от увеличаване на емисиите на торбичката по време на експлоатация. Предотвратяването на изтичане гарантира, че багьосите последователно постигат ниски емисии. Ще обсъдим как да открием и адресираме течове в багажници в отделна статия.
1 Мерки за предотвратяване на течове за филтър
1.1hot Процес на стопилка
Горещата стопилка може да реши проблемите на бурите, свободните нишки, щифтовете и други проблеми, които възникват при традиционното шиенеФилтрирани торбички, Особено филийките в тялото на чантата, ефективността е около 5 пъти по -голяма от тази на традиционното шиене и има предимствата на равномерното шиене и силното свързване. Въпреки това, не всички филтърни торбички могат да бъдат пришити с процес на гореща стопилка, обикновено еднослойни влакна, термопластични торбички за филтри за влакна могат да бъдат пришити с процес на гореща стопилка. Фигура 1.1 показва схематичната схема на торбата за филтър след обработка на гореща стопилка. След обработката с горещо разтопяване няма щифтове в ставите на торбата за филтър и няма риск от проникване на фин прах през щипките. Следователно, при същите условия на изпитване, чантата за филтриране с горещо топене има най-висока ефективност на филтрация.
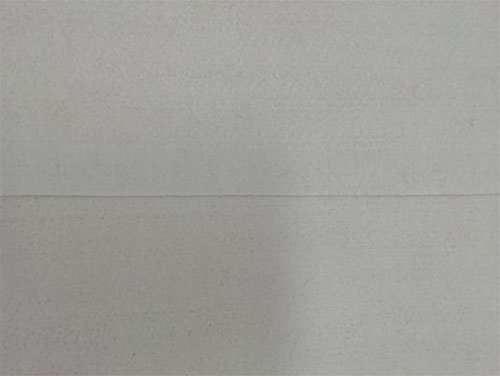
Фигура 1.1 Схематична диаграма на торбата за филтър след обработка на гореща стопилка
1.2 ПРОЦЕС НА КОКОВЕ
Когато горещото шиене на стопилка не е възможно и се използва шиене на резба, пиньорите неизбежно се оставят във филтърната торбичка. Процес на покритие често се използва в индустрията за предотвратяване на течове във филтърни торбички. Процесът на покритие започва с избора на подходящ уплътнител за сложни условия на димоотвод. Това се постига чрез тристранно подход: лабораторна оценка, производствени изпитвания и инженерен опит. След като бъде идентифициран подходящ уплътнител, се използва оборудване за автоматично покритие за торбички, за да се нанесе слой уплътнител върху кошчетата за шиене на чантата. Това гарантира стабилността и равномерността на повърхността на покрития продукт и оптимизира уплътняването на пина. Проучванията показват, че ефективността на филтриране на покритите са подобни на тази на торбичките с филтър с гореща стопилка.
Фигура 1.2 показва схематична диаграма на щифтовете на торбата преди и след покритието.

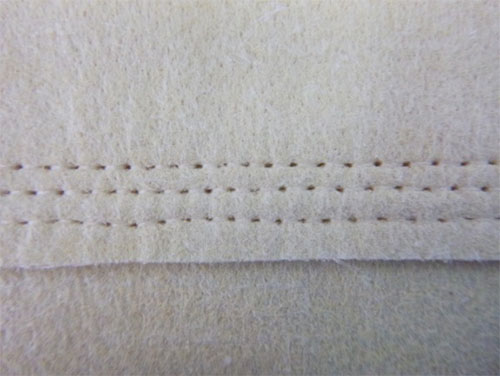
Фигура 1.2 Схематична диаграма на щифтовете на торбата преди и след покритие (горна диаграма с лепило, долна диаграма без лепило)
1.3PTFE Процес на ламиниране на лентата за уплътняване на отвори
Допълнителен метод за предотвратяване на изтичане е уплътняването на щифтове чрез използване на процеса на ламиниране на лентата PTFE. Въпреки факта, че PTFE лентата е устойчив на топлина и химически стабилен материал, все още има вероятност тя да се отдели от субстрата, когато се придържа към него чрез горещо ламиниране. След като PTFE лентата бъде напълно отстранена, все още има възможност прах да прониква в отворите. Както е показано на фигура 1.3, това е схематично представяне на щифтовете в тялото наФилтърна торбичкаСледвайки процеса на уплътняване с PTFE лента.
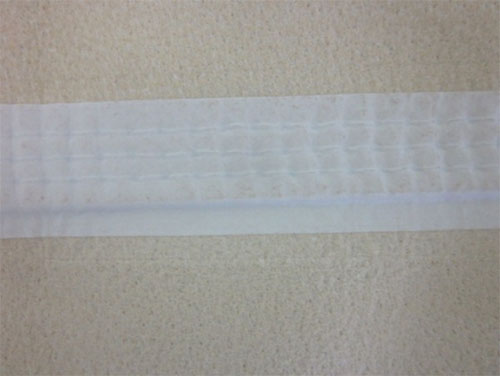
Фигура 1.3: Схематична схема на филтърна торбичка след нанасяне на PTFE лента



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy