
Опции за предотвратяване на изтичане на филтри в електроцентрали на въглища: Сравнение на процеса на лепило на покритие и процеса на приложение на лентата PTFE
2025-02-25
Най-общо казано, за предпочитане на горещото разтопяване за топенеФилтърна торбичкаПредотвратяване на течовете и когато не може да се използва процесът на горещо разтопяване, може да се избере процес на лепило или PTFE лента. Поради сложните условия на димните газове и суровата среда на въглищните електроцентрали, ние оценихме процеса на лепило на покритие и процеса на лента PTFE по отношение на топлинната устойчивост и киселинната устойчивост на корозия, за да осигурим справка за избора на мерки за предотвратяване на изтичане на торби.
1 PTFE лента за топлинна устойчивост
Температурата на димните газове на електроцентралите на въглища обикновено е над 100 ℃, някои специални условия могат да достигнат 170 ℃, а моменталната работна температура може дори да достигне повече от 200 ℃. За да се симулират действителните условия на труд на високотемпературна среда, спецификацията на тестови проби от 5 × 5 см, поставени във високотемпературна фурна, топлинна обработка при 200 ℃ при условие на 24 часа, за да се наблюдават очевидните му промени. Както е показано на фигура 1, от сравнението на пробите, покрити с лепила и PTFE лента преди и след обработка с висока температура, се вижда, че появата на пробите с лепило покритие става леко жълтеникаво на цвят, но уплътнителят е здраво свързан с субстрата на филтърния материал; Като има предвид, че лентата PTFE претърпя очевидно свиване, а краищата на PTFE лентата излъчваха очевидно тъмно жълто вещество. Следователно, може да се покаже, че сливането на PTFE лента и шевовете не зависи от термичното сливане на PTFE и субстрата, а от лепилото, което не е подходящо за високотемпературни среди.
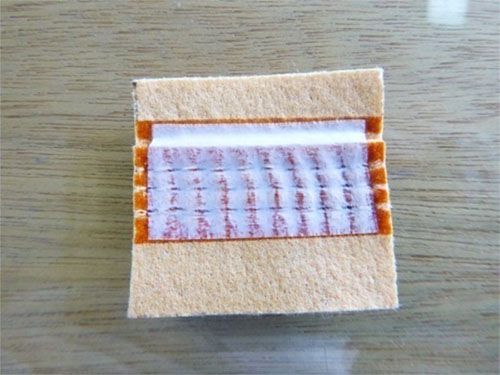
Фиг. 1 Проби след обработка с висока температура (лява картина, покрита с лепило, дясна снимка с PTFE лента)
2. Киселинна резистентност
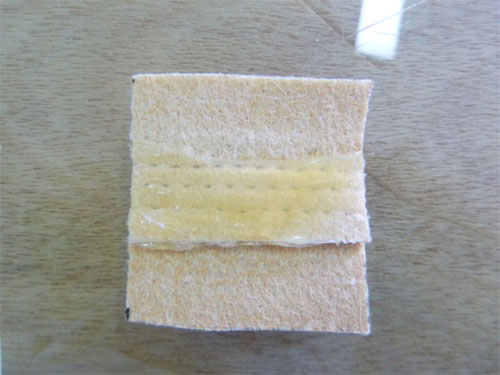
Сярата във въглищата се изгаря, за да се генерира SO2 и след това се окислява и контактува с вода, за да се образува силно корозивна сярна киселина, което ще има определен ефект върху уплътнителя и PTFE лентата, използвана за уплътняване на пинхол. За да се симулират действителните условия на труд на киселинната корозионна среда, спецификацията на проби от 5 × 5 cm, поставени в 35% разтвор на сярна киселина, потопен в 24h, за да се наблюдават очевидните промени. Както е показано на фигура 2, пробите, обработени от процеса на лепило на покритие след третиране със разтвор на сярна киселина, появата на цвета не се променя значително, лепилото е леко лепкаво, но уплътнителят може да бъде здраво свързан с филтърния субстрат; PTFE обработени проби, обработени от разтвора на сярна киселина, PTFE лентата пада, а субстратът на филтъра е почти разделен, което може да се дължи на лепилото на PTFE лентата не е устойчива на киселина, водеща до падането на PTFE лентата. Следователно, в инженерните приложения, PTFE лентата е склонна да падне в киселинна корозивна среда, което води до отказ на уплътняване на пин и риск от изтичане на прах, така че процесът на лепило на покритие е по -подходящ за силна киселина корозивна среда.


Фиг. 2 проби след третиране със сярна киселина (лявата снимка, покрита с лепило, дясна снимка с PTFE лента)
В обобщение, чрез сравнението на теста може да се установи, че процесът на лепило на покритие има по -добра топлинна устойчивост и съпротивление на корозия на киселина в сравнение с процеса на лента PTFE.
3. Типичен казус
Котел в град Хенгиан, провинция Хунан, използвайки филтърната торбичка, обработена с PTFE лента на лентата в Pinhole на производител А, беше включена в експлоатация през септември 2016 г. и aФилтърна торбичкабеше избран на случаен принцип за тестване и оценка след 12 месеца работа.
От външната страна на торбата за филтри, филтърната торбичка е запечатана с PTFE лента, а главата, тялото и долната част на чантата показват многократно издуване и пилинг на PTFE лента. Както е показано на фигура 3.1, PTFE лентата се издути в местното положение на тялото на чантата. Поради издуването и падането на лентата PTFE, голямо количество прах остана вътре в торбата, а под микроскопа беше наблюдавано, че прахът се е разпространил до ръба на щипките и може да се види, че прахът има очевидна инфилтрация на прах.


Фиг. 3 PTFE лента, издутина в локалното положение на торбата за филтри (лявата снимка показва цялостния ефект, дясната снимка показва местното разширяване на микроскопа)
4. Заключение
Филтърна торбичкаas the core component of bag filter, filter bag stitching pinhole may appear dust leakage, in order to reduce the risk of dust escape caused by the emission of excessive standards, must be grasped from the source of filter bag leakage production in line with the requirements of the use of filter bag stitching preferred thermal fusion technology, when it is not possible to use the thermal fusion process of stitching, you can choose to use adhesive coating process and paste PTFE Процес на лента. Експерименталните резултати показват, че процесът на лепило на покритие има по -добра топлинна устойчивост и киселинна устойчивост на корозия от процеса на лента PTFE; И съществува риск лентата PTFE да падне и прахът ще проникне през щифтовете, когато действително се прилага процесът на лента PTFE. Следователно, когато не може да се използва процесът на гореща стопилка, трябва да се използва по -надежден процес на лепило на лепило и трябва да бъде внимателно избран процесът на лента PTFE.



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy